
7x24小時咨詢熱線
400-660-3310
當前位置 : 好學校 中山名師高徒模具數控PLC專業培訓學校 學校動態 資訊詳情
五軸機床結構特點與工作原理
1.五軸的定義:一臺機床上至少有5個坐標,分別為3個直線坐標和兩個旋轉坐標,及五個坐標軸。
2.五軸加工特點:
1.可以一次裝夾完成多面多方位的加工,提高零件的加工精度和效率。
2.可以根據工件的狀態改變刀具和工件的姿態,角度可以隨時調整,所以可以加工各種復雜的零件。
3.可以避免刀具的干涉.過切和欠切現象的發生。(相對于三軸刀具可以用的比較短!)
五軸與三軸的區別:五軸區別與三軸多兩個旋轉軸。
Z軸的確定:機床主軸軸線方向或者裝夾工件的工作臺垂直方向為Z軸。
X軸的確定:與工件安裝面平行的水平面或者在水平面內選擇垂直與工件的旋轉軸線的方向為X軸,遠離主軸軸線的方向為正方向
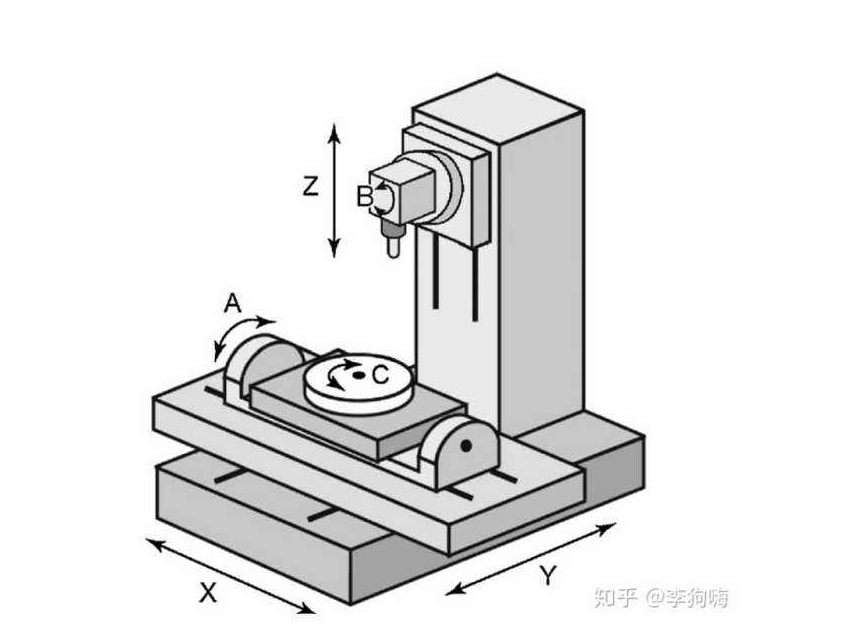
3.直線坐標X軸Y軸Z軸 旋轉坐標A軸、B軸、C軸
A軸:繞X軸旋轉為A軸
B軸:繞Y軸旋轉為B軸,移動B軸會對C軸產生影響。B軸有行程限制的,一般是-5度至110度!B軸俗稱第四軸!
C軸:繞Z軸旋轉為C軸
三種形式五軸:XYZ+A+B、 XYZ+A+C、 XYZ+B+C
XYZ+A+C:見備課視頻(譚佳五軸A+C軸).(1_高精密機械加工,五軸精密加工,這牛做的真漂亮).
XYZ+B+C:如圖所示(更多圖片見“四五軸圖片”)雙擺臺!

XYZ+A+B形式如圖所示:(B軸繞著Y軸旋轉!)
4.五軸按主軸位置關系分為兩大類:臥式(技藝精湛臥式五軸數控機床加工、立式(較普遍)。
5.五軸按旋轉主軸和直線運動的關系來判定,五軸聯動的結構形式:
1.雙旋轉工作臺(A+B為例)。 見上面的圖片!
在B軸旋轉臺上疊加一個A軸的旋轉臺,小型渦輪、葉輪、小型緊密模具。
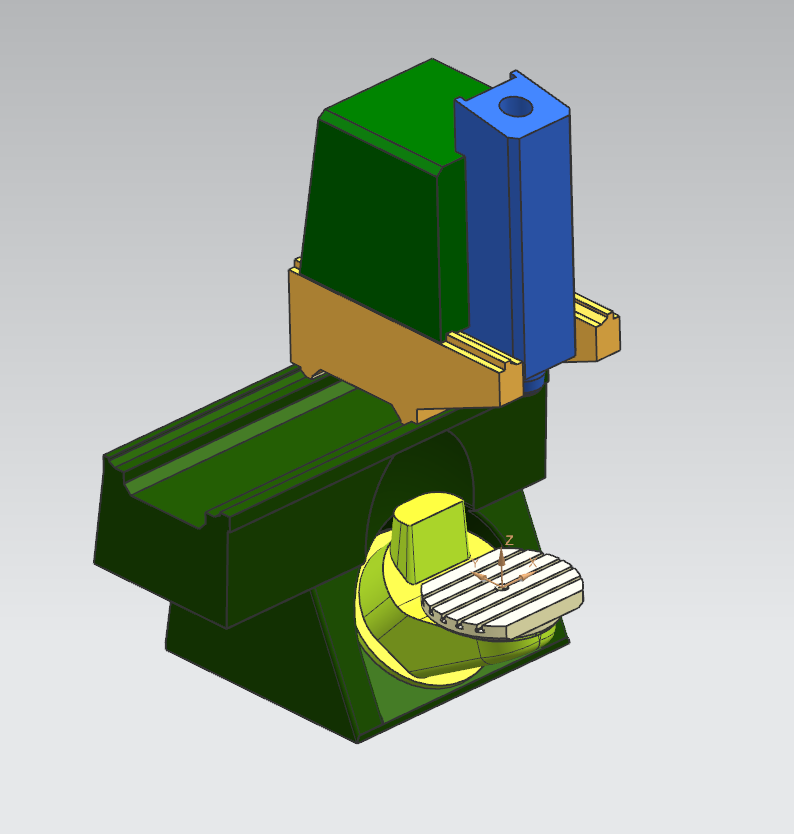
2.一轉一擺:分為A+B B+C剛性好 ,精度高,通常稱為搖籃式!
如圖所示:B+C形式的!(主軸可以沿Y軸旋轉)
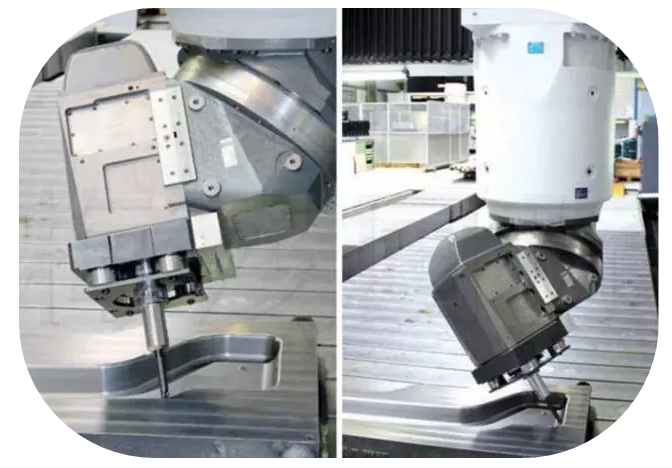
3.雙擺頭:工作臺大,力度大,適合大型工件加工,龍門式,及旋轉的部分都是在頭部!如圖所示:

6. 五軸聯動的結構的旋轉范圍:
雙旋轉轉工作臺
旋轉范圍:+20A-100 B360 +30A-120 C360
一轉一擺
旋轉范圍:+30B-120 C360
雙擺頭
旋轉范圍:+90A-90 C360 +30A-120 C360
五軸機床結構總結:不管是那種形式的機床都是分別繞著XYZ著三個軸進行旋轉的!
非正交機床的講解:即旋轉軸不是與XYZ軸成正交的關系,通常是以一個斜線軸進行旋轉的。典型機床視頻:五軸機床視頻/1_德國機械加工金獎作品,5軸聯動一次成型精密數控--非正交五軸機床
如下圖所示:也是非正交機床的一種!
正交機床和非正交機床的編程沒有什么區別,不同的地方體現在后處理這塊!
那什么叫真五軸和假五軸呢?
這個要從兩個方面談起,首先機床要能夠五軸聯動,很多機床是不能五軸聯動的,只能實現3+2、4+1等運動。這個要特別強調的就是,目前國產組裝機床很多也應用三菱,法蘭克等系統,但是日本系統目前對五軸聯動這個模塊是不向大陸這邊開放的,所以只要是國產組裝的五軸機使用了三菱、法蘭克系統,都是不能五軸聯動的。目前組裝機能五軸聯動的常用的系統還是臺灣的新代系統.寶元系統。而且還要是新買的機床(近兩年的)要求開通了五軸五連動的功能哦!
什么叫RTCP功能呢?(看拍攝的“刀尖跟隨”視頻!)
其實就是刀尖跟蹤(刀尖跟隨)的意思。但是現在很多國產機床也逐步的實現這以功能。刀具在加工過程中始終跟隨工件的切削點!
那么五軸編程難學嗎?
學五軸前提是要熟悉三軸。必須要有軟件建模基礎才行!
1.五軸比較難,水比較深,沒基礎很難學好。
2.沒有五軸機床實踐。學五軸,內容不多,但是技術含量比較高,更是需要上機實踐。
中山名師高徒模具數控PLC專業培訓學校
認證等級
中山名師高徒模具數控PLC專業培訓學校
已獲好學校V2信譽等級認證
信譽值
與好學校簽訂讀書保障協議:
 官方授權聲明
官方授權聲明
尊敬的平臺會員您好,[中山名師高徒模具數控PLC專業培訓學校]資質文件正在審核中。如需了解[中山名師高徒模具數控PLC專業培訓學校]服務明細或申請試聽服務,
請點擊:聯系客服。













 粵公網安備 44010602004272號
粵公網安備 44010602004272號